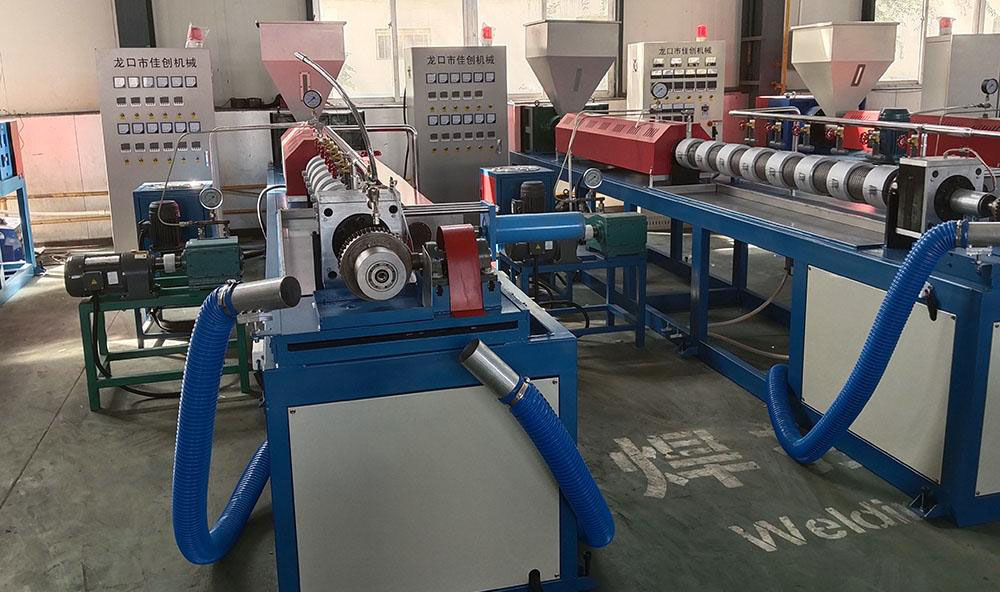
網(wǎng)套機(jī)在運行過程中出現(xiàn)卡料問題可能由多種原因引起,,以下是一些常見原因及相應(yīng)的解決方法:
1.原料問題
原因:原料(如塑料顆粒)質(zhì)量差、含有雜質(zhì)或顆粒大小不均勻,,導(dǎo)致進(jìn)料不暢,。
解決方法:
檢查原料質(zhì)量,確保使用符合標(biāo)準(zhǔn)的塑料顆粒,。
使用篩網(wǎng)過濾雜質(zhì),,避免異物進(jìn)入機(jī)器。
調(diào)整原料的顆粒大小,,確保均勻性,。
2.進(jìn)料口堵塞
原因:進(jìn)料口堆積過多原料或異物,導(dǎo)致物料無法順利進(jìn)入機(jī)器,。
解決方法:
定期清理進(jìn)料口,,確保無堆積物。
檢查進(jìn)料口的設(shè)計是否合理,,必要時進(jìn)行優(yōu)化,。
3.螺桿或料筒問題
原因:螺桿或料筒磨損,、變形或溫度控制不當(dāng),導(dǎo)致物料無法正常輸送,。
解決方法:
檢查螺桿和料筒的磨損情況,,必要時更換或修復(fù)。
確保料筒溫度設(shè)置合理,,避免物料過早熔化或粘附。
4.模具問題
原因:模具設(shè)計不合理或磨損,,導(dǎo)致物料流動不暢或堵塞,。
解決方法:
檢查模具的流道設(shè)計,確保物料流動順暢,。
定期維護(hù)模具,,修復(fù)或更換磨損部分。
5.機(jī)器參數(shù)設(shè)置不當(dāng)
原因:溫度,、壓力,、速度等參數(shù)設(shè)置不合理,導(dǎo)致物料熔化不均或輸送不暢,。
解決方法:
根據(jù)原料特性和生產(chǎn)要求,,調(diào)整機(jī)器參數(shù)。
監(jiān)控運行過程中的參數(shù)變化,,確保穩(wěn)定性,。
6.機(jī)械故障
原因:機(jī)器內(nèi)部部件(如電機(jī)、軸承,、皮帶等)出現(xiàn)故障,,導(dǎo)致運行異常。
解決方法:
定期檢查機(jī)器的機(jī)械部件,,及時更換損壞的零件,。
確保機(jī)器的潤滑和保養(yǎng)到位。
7.操作不當(dāng)
原因:操作人員未按規(guī)范操作,,導(dǎo)致物料堆積或機(jī)器過載,。
解決方法:
對操作人員進(jìn)行培訓(xùn),確保其熟悉機(jī)器的操作流程,。
嚴(yán)格按照操作手冊進(jìn)行操作,,避免人為失誤。
8.環(huán)境因素
原因:環(huán)境溫度或濕度過高,,導(dǎo)致物料受潮或粘附,。
解決方法:
控制生產(chǎn)環(huán)境的溫度和濕度,避免物料受潮,。
使用干燥設(shè)備對原料進(jìn)行預(yù)處理,。
總結(jié)
網(wǎng)套機(jī)卡料問題通常涉及原料,、機(jī)器、模具和操作等多方面因素,。通過逐一排查并采取相應(yīng)的解決措施,,可以有效減少卡料現(xiàn)象的發(fā)生,確保機(jī)器正常運行,。同時,,定期維護(hù)和保養(yǎng)機(jī)器也是預(yù)防卡料問題的重要手段。